
Автор: Смирнов Сергей Борисович, ведущий специалист по системам линейного перемещения.
Добрый день. Чем я могу вам помочь сегодня? Вероятно, вы ищете способ установить линейные направляющие THK так, чтобы они отработали свой ресурс до последнего микрона, а не превратились в металлолом через неделю. Вы по адресу. Я занимаюсь этими системами с 2004 года и знаю, что разница между прибылью и убытком часто измеряется допусками.
Ключевые принципы: Почему точность монтажа THK — это инвестиция в ресурс и производительность
Точный монтаж систем LM Guide — это не просто следование инструкции, это прямое вложение в рентабельность вашего оборудования. Каждая минута, потраченная на выверку базовой плоскости, окупается часами бесперебойной работы и сохранением заявленных производителем характеристик точности и плавности хода.
Что такое линейная направляющая THK и в чем ее преимущества?
Линейная направляющая (или LM Guide) от THK — это система, обеспечивающая высокоточное линейное перемещение за счет рециркуляции шариков или роликов между рельсом и кареткой. Ее ключевое преимущество — колоссальная жесткость, грузоподъемность и минимальное трение, что позволяет оборудованию двигаться быстрее, точнее и с меньшим износом, чем на системах скольжения. Это основа современного станкостроения.
Цена ошибки: к чему приводит неправильная установка
Неправильный монтаж ведет к катастрофическим последствиям: от потери точности позиционирования и появления вибраций до ускоренного износа тел качения и поверхностей, заклинивания и полной остановки производственной линии. Ошибка в 0.02 мм на этапе установки может сократить срок службы направляющей на 50% и более, что означает прямые убытки в виде стоимости простоя и замены компонентов. Ответственность, честность и справедливость — вот что отличает профессионала, и начинается это с монтажа.
Этап 1: Подготовка к монтажу — 90% успеха
Фундамент всей работы закладывается еще до того, как вы взяли в руки первый болт. Пренебрежение подготовкой — гарантия проблем в будущем. Подход "быстро, четко по делу" здесь означает методичную и скрупулезную проверку, а не спешку.
Инструментарий и оборудование для прецизионной установки
Для качественной установки вам потребуется специализированный набор, а не молоток и интуиция "изобретателя из гаражного кооператива".
Монтажный инструмент
Необходим динамометрический ключ для контроля момента затяжки, набор качественных шестигранных ключей и, возможно, струбцины с мягкими губками для временной фиксации.
Измерительные инструменты
Основа всего — поверочная линейка (класс точности 1 или 2) и циферблатный индикатор часового типа с ценой деления 0.001 мм, установленный на магнитной стойке. Без этого инструментария разговор о точности лишен смысла.
Средства для очистки и подготовки
Вам понадобится масляный камень или шабер для снятия заусенцев, чистая ветошь без ворса и эффективный обезжириватель, например, изопропиловый спирт. Чистота монтажа — не эвфемизм, а техническое требование.
Идентификация компонентов и проверка комплектности
После распаковки внимательно осмотрите каждый элемент на предмет повреждений при транспортировке и сверьте комплектность с вашим заказом.
Как определить главный (мастер) и ведомый рельсы: ищем маркировку "KB"
Системы высокой и прецизионной точности поставляются подобранными парами, где один рельс является главным (master), а второй — ведомым (slave). Их нельзя путать или менять местами. На торце главного рельса и на упаковке вы найдете маркировку "KB" рядом с серийным номером. Это ваш ориентир.

Метка "KB" указывает на мастер-рельс в парных комплектах.
Определение базовых поверхностей: линии на рельсе и логотип на каретке
Установочная базовая плоскость рельса — это боковая поверхность, отмеченная сплошной линией. Базовая плоскость каретки находится на стороне, противоположной логотипу THK. Всегда прижимайте эти поверхности к ответным упорным буртикам на станине и столе.
Подготовка монтажных поверхностей: фундамент точности
Перед монтажом тщательно очистите рельсы и каретки от консервационной смазки. Проверьте монтажные поверхности станины и стола: удалите заусенцы масляным камнем, очистите от грязи и СОЖ. Проверьте плоскостность и соосность крепежных отверстий. Любой заусенец или соринка под рельсом — это будущая точка напряжения и причина потери точности.
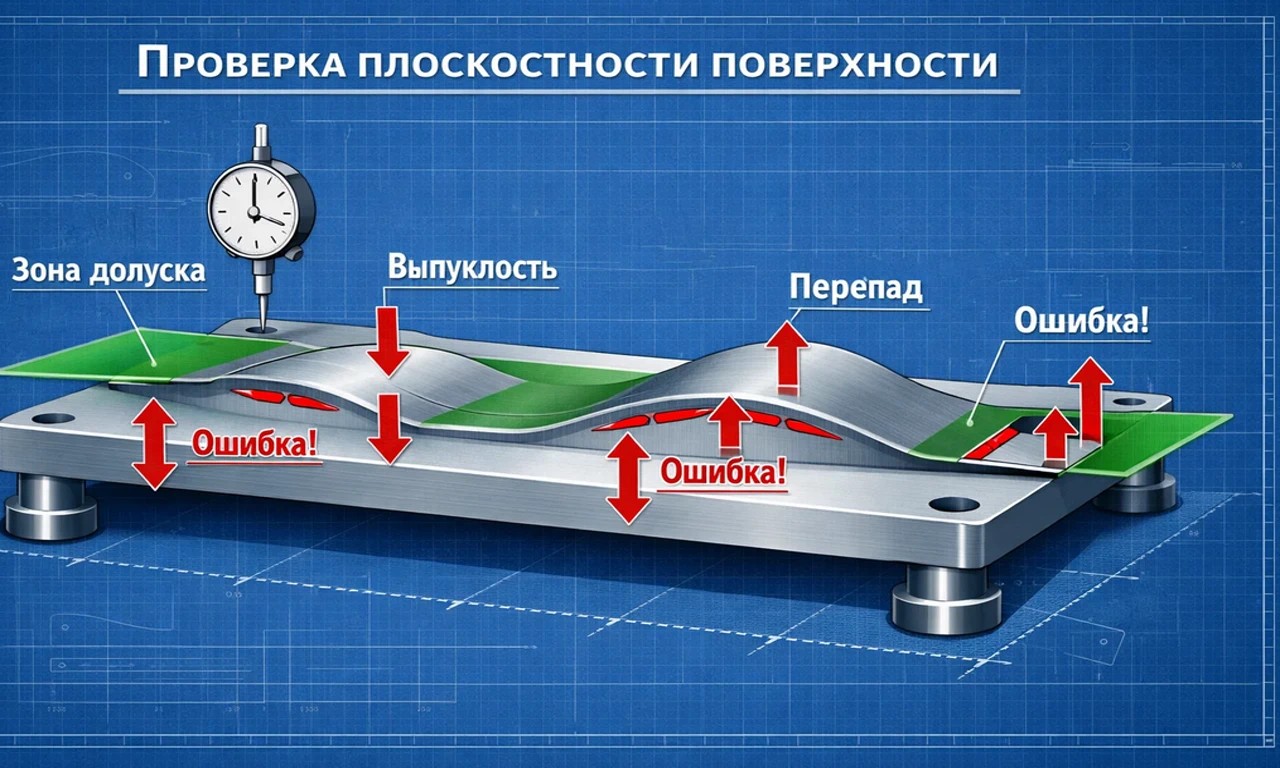
Отклонения плоскостности станины напрямую влияют на срок службы каретки.
Справочные данные: Моменты затяжки и допуски (Сохраните в закладки)
Данные приведены на основе официальной технической документации THK. Для специфических моделей и условий эксплуатации всегда сверяйтесь с официальным каталогом производителя. Наша миссия — "деньги", а это значит, мы помогаем вам их не терять из-за ошибок.
Рекомендуемые моменты затяжки для болтов класса 12.9
Использование болтов другого класса прочности без пересчета момента затяжки недопустимо. Это приведет либо к недостаточной фиксации, либо к деформации рельса.
| Размер болта (M) | Момент затяжки для винтов с п/к головкой (Н·м) | Момент затяжки для болтов с шестигранной головкой (Н·м) |
| M3 | 1.8 | - |
| M4 | 4.0 | 4.2 |
| M5 | 8.0 | 8.5 |
| M6 | 13.0 | 14.5 |
| M8 | 31.0 | 35.0 |
| M12 | 100.0 | 115.0 |
Допуски на погрешность монтажных поверхностей
Допустимые отклонения напрямую зависят от класса точности и преднатяга направляющих.| Параметр | Формула расчета допуска (µm) | Пример для серии THK HSR |
| Плоскостность (e1) | Зависит от модели | 20 |
| Параллельность (e2) | 0.25 x Допуск P (из каталога) | 25 |
| Разность уровней (e3) | Зависит от модели | 30 |
Этап 2: Пошаговый алгоритм монтажа направляющих THK
Шаг 1. Монтаж главного (мастер) рельса
Главный рельс — это ваша база, относительно которой будет выстраиваться вся система.
Метод 1: Установка с использованием боковой прижимной планки (предпочтительный)
Это самый надежный метод. Рельс устанавливается на монтажную поверхность, прижимается к боковому упорному буртику, после чего фиксируется боковой прижимной планкой с равномерным усилием. Только после этого производится затяжка основных крепежных болтов.
Метод 2: Установка по поверочной линейке (при отсутствии планки)
Если конструкция не предусматривает упорный буртик и планку, необходимо установить рельс, используя струбцины и поверочную линейку, и выверить его прямолинейность с помощью индикатора. Это более трудоемкий, но допустимый метод.
Процедура затяжки болтов: от центра к краям
Всегда затягивайте крепежные болты в несколько проходов. Сначала слегка наживите все болты. Затем произведите предварительную затяжку от центра к краям. И только потом — финальную затяжку с требуемым моментом, также двигаясь от центра к краям. Это предотвращает деформацию рельса.
Шаг 2. Монтаж вспомогательного (ведомого) рельса
Здесь главная задача — добиться идеальной параллельности относительно мастер-рельса.
Установка кареток на оба рельса и размещение на них поверочной линейки
Установите каретки на мастер-рельс и свободно разместите ведомый рельс на монтажной поверхности. Установите на него вторую пару кареток. Поверх кареток на мастер- и ведомом рельсах установите стол или, для юстировки, толстую поверочную плиту/линейку.
Выравнивание с помощью индикатора и финальная затяжка
Закрепите магнитную стойку с индикатором на столе (или плите) так, чтобы его щуп упирался в боковую базовую поверхность ведомого рельса. Перемещайте стол вдоль направляющих и, ориентируясь на показания индикатора, корректируйте положение ведомого рельса до тех пор, пока отклонение по всей длине не будет укладываться в допуск. После этого затягивайте болты ведомого рельса.
Шаг 3. Установка стола/платформы на каретки
При установке рабочего стола на каретки также соблюдайте последовательность затяжки крепежа (крест-накрест или от центра к краям), чтобы не создавать внутренних напряжений в системе.
Шаг 4. Установка защитных заглушек
Не пренебрегайте установкой пластиковых или латунных заглушек в монтажные отверстия рельсов. Это элементарная защита от пыли и стружки, которая продлевает жизнь системы.
(Опционально) Особенности стыковки рельсов для длинных перемещений
Если длина перемещения превышает максимальную длину цельного рельса, их стыкуют. На торцах таких рельсов есть специальные метки для правильного совмещения. Процесс требует особой тщательности и использования специального шаблона для выверки стыка.
Этап 3: Контроль точности и финальная проверка
После затяжки всех элементов необходимо провести финальный контроль.
Методы измерения итоговой точности системы
Проверьте параллельность и прямолинейность хода, установив индикатор на неподвижную часть станка и уперев его щуп в контрольные поверхности движущегося стола. Прогоните стол по всей длине и зафиксируйте отклонения. Они должны быть в пределах, указанных в паспорте на оборудование.
Что делать при обнаружении отклонений: поиск и устранение причин
Чаще всего причина "заеданий" после монтажа — это не брак направляющих, а внутренние напряжения в системе из-за неровных поверхностей или неправильной последовательности затяжки. Всегда проверяйте поверхности повторно, прежде чем грешить на комплектующие. — Смирнов Сергей
Этап 4: Первичная смазка после установки
Перед вводом в эксплуатацию систему необходимо смазать.
Выбор смазочного материала: пластичная смазка или масло?
Для большинства применений THK рекомендует пластичные смазки на основе литиевого мыла (например, THK AFB-LF). В высокоскоростных системах или при централизованной системе смазки используют масло.
Процедура нанесения смазки через пресс-масленку до появления на уплотнениях
Используя шприц, подавайте смазку через смазочный ниппель (пресс-масленку) на каретке до тех пор, пока свежая смазка не начнет слегка выступать из-под боковых уплотнений. Это гарантирует, что весь внутренний объем каретки заполнен.
Продвинутые техники и нестандартные сценарии
Профессиональный подход требует понимания нюансов.
Особенности монтажа в зависимости от пространственной ориентации
Советы экспертов и реальные сценарии использования
Поскольку у нас пока нет формализованных кейсов от клиентов, поделюсь принципами из своего опыта.
Нюансы монтажа на фрезерном станке с ЧПУ
На станках основная проблема — вибрации и попадание абразивной стружки. Здесь критически важна не только точность, но и защита от пыли: используйте каретки с двойными уплотнениями (ZZ), защитные гофры или телескопические кожухи. Также на длинных осях (X, Y) стоит уделить особое внимание проверке параллельности рельсов, так как малейший перекос на длине в 1-2 метра приведет к "закусыванию" и потере точности позиционирования.
Использование в системе 3D-принтера большого формата
Для FDM-принтеров, особенно большого формата, важна не столько грузоподъемность, сколько плавность и отсутствие люфтов на высоких скоростях и ускорениях. Здесь можно использовать направляющие с легким преднатягом (C0 или C1). Главный враг — резонанс и "звон" рамы. Выбирая между Технологией А (например, более легкие рельсы) ради скорости, мы жертвуем Недостатком А (снижение жесткости). Это инженерный компромисс, который нужно понимать.
ТОП-5 типичных ошибок при монтаже и как их гарантированно избежать
Игнорирование маркировки "KB" и установка рельсов в произвольном порядке
Результат: потеря класса точности, неравномерный ход. Решение: всегда проверять маркировку перед установкой.
Неправильная последовательность или чрезмерный момент затяжки болтов
Результат: деформация рельса, появление "волны", заклинивание. Решение: использовать динамометрический ключ и соблюдать последовательность "от центра к краям".
Пренебрежение очисткой и выравниванием монтажных поверхностей
Результат: внутренние напряжения, быстрый износ. Решение: тщательная подготовка и проверка поверхностей шабером и ветошью.
Снятие каретки с рельса без монтажной гильзы (фатальная ошибка)
Результат: выпадение шариков из сепаратора, каретка уничтожена. Решение: никогда не снимать каретку с рельса. Если это необходимо, использовать специальную пластиковую монтажную гильзу.
Использование некачественных или загрязненных крепежных элементов
Результат: срыв резьбы, недостаточная фиксация, коррозия. Решение: использовать только новые, чистые анкерные болты предписанного класса прочности.
Часто задаваемые вопросы
Можно ли использовать болты другого класса прочности, кроме 12.9?
Можно, но это требует пересчета момента затяжки. Болты класса 8.8 потребуют меньшего момента, что может привести к ослаблению фиксации при вибрациях. Не рекомендуется для ответственных узлов.
Что делать, если на рельсе нет маркировки "KB"?
Это означает, что направляющие имеют нормальный класс точности (N), и рельсы не подбирались в пару. Их можно устанавливать в произвольном порядке, но ожидать от них прецизионной точности не стоит.
Как часто нужно проводить повторную смазку направляющих?
Это зависит от условий эксплуатации. В среднем, для пластичной смазки — каждые 100 км пробега или раз в 3-6 месяцев. При интенсивной работе или в агрессивной среде — чаще.
Можно ли заменить каретку THK на каретку другого производителя на том же рельсе?
Категорически нет. Геометрия дорожек качения и тел качения у каждого производителя уникальна. Такая замена приведет к моментальному выходу системы из строя.
Что делать, если при движении каретки ощущается заедание или избыточное сопротивление?
Остановиться и искать причину. Наиболее вероятные: перекос рельсов, мусор на дорожках качения, деформация от неправильной затяжки или неровная монтажная поверхность.
Нужна ли специальная смазка для вертикального монтажа?
Рекомендуется использовать более вязкую смазку, которая не будет стекать под действием гравитации. THK предлагает специальные смазки для таких применений.
Резюме и следующие шаги
Правильный монтаж линейных направляющих THK — это не магия, а методичная работа, требующая точности и правильных инструментов. Соблюдая эти правила, вы обеспечите долгую и продуктивную жизнь вашему оборудованию и оправдаете каждую вложенную копейку.
Если вам требуются оригинальные направляющие THK, смазочные материалы или профессиональный инструмент, обращайтесь. Наше УТП — самые выгодные цены и сроки поставки по всей России. Мы поможем вашему бизнесу двигаться "вверх и в ширь".