Автор: Смирнов Сергей Борисович, ведущий специалист по системам линейного перемещения.
Добрый день. За годы в этом бизнесе я видел многое, но одна вещь остается неизменной: разница между оборудованием, которое работает, и оборудованием, которое зарабатывает, кроется в микронах. Сегодня мы поговорим без воды и лирики, чисто по делу — о монтаже направляющих Schneeberger. Если вы думаете, что это просто «прикрутить рельсу ровно», эта статья сэкономит вам кучу денег и нервных клеток.
Влияние точности сборки на ресурс систем линейного перемещения
Это не преувеличение. Вы можете купить лучшее швейцарское "железо", но если на этапе монтажа ваш специалист решил, что его глазомер точнее индикатора, вы просто выбросили деньги на ветер. Понимать это — первый шаг от кустарщины к промышленной эффективности.
Конструктивные особенности рельсов Schneeberger
В двух словах, система прецизионных рельсов и кареток обеспечивает линейное перемещение с высочайшей точностью. Их используют там, где погрешность стоит целое состояние: в измерительных машинах, станках лазерной резки, медицинских томографах и полупроводниковом производстве. Если ваше оборудование проектируется под аналогичные задачи, мы рекомендуем изучить направляющие Schneeberger, поскольку они являются признанным индустриальным эталоном геометрии для всего станка. Это не просто деталь, это фундамент качества выпускаемой вами продукции.
Прямое влияние монтажа на точность, ресурс и производительность оборудования
Неправильно затянутый винт создает локальную деформацию профильного рельса, невидимую глазу, но прекрасно ощутимую для каретки schneeberger. Это приводит к росту сил трения, «биению», ускоренному износу и, как итог, к браку на конечной продукции. Связь прямая: кривой монтаж —› потеря точности позиционирования —› брак —› убытки. Все просто.
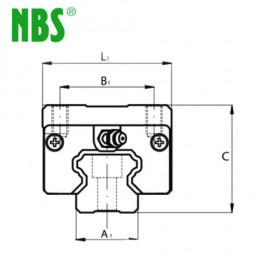
Роликовые (RN, RNG) vs. Шариковые (BM) системы: ключевые различия при монтаже
Если упрощать, роликовые каретки (RN, RNG) — это тяжелая артиллерия. Они жестче, выдерживают огромные нагрузки, но и требуют от монтажной поверхности почти идеальной геометрии. Шариковые серии прощают чуть больше, они более гибкие при пусконаладке. Например, фланцевые шариковые каретки серии BMW-A отлично компенсируют незначительные угловые перекосы за счет своей конструкции и увеличенной базы крепления. Принципиальное различие для монтажника: с роликовыми системами у вас нет права на ошибку в подготовке станины, тогда как шариковые узлы ускоряют процесс сборки базовых осей.
Подготовка станины перед установкой профильных направляющих
Тот, кто экономит на подготовке, платит дважды при наладке. Это не просто принцип, это финансовый закон в машиностроении. Ваш идеальный клиент — завод — это понимает. Ваш анти-клиент — изобретатель из гаражного кооператива — пытается обойтись "аналогами" и подручными средствами. Не будьте как он.

Базовые требования к рабочему месту и деталям перед началом сборочных работ.
Профессиональный измерительный инструмент для метролога
Для серьезной работы нужен серьезный инструмент. Ваш минимальный набор джентльмена-инженера:
- Динамометрический ключ с актуальной поверкой и диапазоном, соответствующим вашему крепежу.
- Индикаторы часового типа с ценой деления 0.001 мм (один микрон), не меньше.
- Поверочные линейки и угольники класса точности 1, а в идеале — гранитная поверочная плита.
- Для задач высшей лиги — лазерные интерферометры или автоколлиматоры.
- Мелкозернистый брусок (oil stone) для снятия микрозаусенцев.
- Безворсовые салфетки и подходящий очиститель, например, изопропиловый спирт.
Подготовка монтажных поверхностей: золотые правила чистоты
Проверка геометрии и удаление заусенцев мелкозернистым бруском
Любая базовая плоскость должна быть проверена на параллельность и шероховатость поверхности. Невидимый глазу заусенец на краю отверстия может изогнуть рельс на несколько микрон. Пройдитесь по всем привалочным поверхностям мелкозернистым бруском — это простое действие отделяет профессионала от любителя.
Очистка и обезжиривание: как избежать попадания микрочастиц
Забудьте о ветоши из старой футболки. Только безворсовые салфетки и чистый растворитель. Любая соринка, попавшая под рельс, становится точкой напряжения и потенциальной причиной деформации. Чистота в цеху — это не эстетика, это требование технологии.
Среда и компоненты: температурный режим и ESD-защита
Правило 24 часов: выравнивание температуры всех компонентов (станина, рельсы, каретки).
Все компоненты — станина, рельсы, каретки, крепеж — должны провести не менее 24 часов в помещении для монтажа, чтобы их температура выровнялась. Монтаж холодного рельса на теплую станину приведет к тому, что после выравнивания температур вся ваша микронная точность "поплывет" из-за внутренних напряжений.
Меры ESD-защиты при работе с измерительными системами (AMS, MINISCALE PLUS).
Если вы монтируете направляющие с интегрированной измерительной системой, например, магнито-резистивной AMS, работайте с антистатическим браслетом. Убить считывающую головку статическим разрядом — обидная и дорогая ошибка.
Технология пошаговой фиксации базового и плавающего рельса
Здесь мы следуем инструкциям как по нотам. Импровизация — для джаз-клуба, а на производстве она ведет к браку.

Соблюдение моментов затяжки по стандарту DIN/ISO полностью исключает волнообразную деформацию профиля.
Шаг 1: Монтаж базовой (опорной) направляющей
Позиционирование и прижатие к привалочной поверхности (abutment surface)
Базовая направляющая — это ваш эталон. Она устанавливается первой и прижимается к боковой привалочной поверхности станины. Для прижима используйте специальные струбцины или винтовые прижимы, но без фанатизма.
Последовательность и моменты затяжки винтов: как избежать деформации
Ключевой момент. Винты затягиваются от центра к краям, чтобы выдавить воздух и избежать деформации рельса "волной". Затяжка производится в два этапа: сначала предварительная, с примерно 50% от номинального момента, затем финальная, с помощью динамометрического ключа.
Шаг 2: Выравнивание и фиксация ответной (плавающей) направляющей
Установка кареток на базовую направляющую для создания эталона
На уже смонтированную базовую направляющую устанавливаются две каретки на максимально возможном расстоянии друг от друга. На них кладется поверочная плита или специальная монтажная оснастка. Этот узел и будет вашим подвижным эталоном параллельности.
Использование монтажной плиты или оснастки для задания параллельности
Теперь к этой плите подводится ответная направляющая. С помощью индикатора часового типа, установленного на плите, выставляется ее параллельность базовой направляющей. Добиваемся нулевого биения по всей длине.
Финальная затяжка винтов ответной направляющей
Только после того, как параллельность выставлена с микронной точностью, производится затяжка винтов ответной направляющей. Последовательность та же: от центра к краям, в два этапа.
Шаг 3: Установка кареток и ограничителей хода
Применение специальной монтажной оснастки (installation carriage)
Каретки устанавливаются на рельсы с помощью специальной пластиковой оснастки, которая идет в комплекте. Никогда не пытайтесь "забить" каретку на рельс — вы повредите уплотнения и сепараторы.
Установка механических стопоров для защиты сепараторов
Установите штатные концевые ограничители хода. Они не только задают рабочий диапазон, но и предотвращают выкатывание каретки с рельса, что гарантированно приведет к рассыпанию шариков или роликов. А собирать их — то еще удовольствие.
Методы калибровки и контроля параллельности направляющих
Монтаж закончен, начинается работа инженера-метролога. Это то, за что действительно платят деньги, потому что именно здесь рождается точность.
Для систем наивысшего класса точности лазерная интерферометрия является единственным объективным методом выходного контроля.
Методы контроля прямолинейности и параллельности
Контроль с помощью индикатора и поверочной линейки: классический метод
Классика, которая не стареет. Индикатор с магнитной стойкой крепится на каретку. Его щуп упирается в поверочную линейку, установленную параллельно направляющей. Прокатывая каретку по всей длине, вы видите реальные отклонения геометрии в динамике.
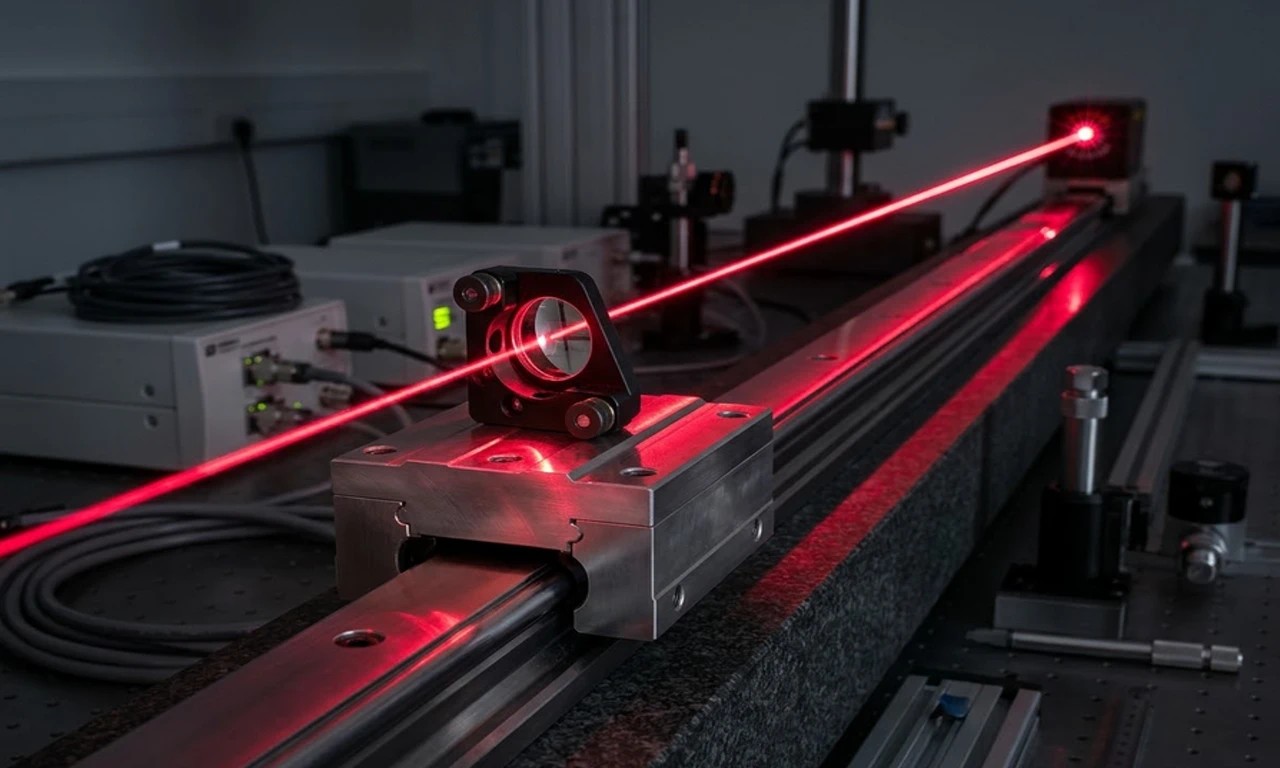
Высокоточный контроль с помощью лазерного интерферометра: стандарт для микронной точности
Для систем высшего класса точности используется лазерная измерительная система. Она позволяет измерить прямолинейность, плоскостность, а также угловые отклонения (рыскание, тангаж) с субмикронной точностью. Это дорого, но для некоторых задач — единственный способ гарантировать результат.
Таблица моментов затяжки (Н·м) для винтов DIN/ISO
Это не рекомендации, это закон. Использование смазки (для винтов, а не под головкой!) меняет коэффициент трения и, следовательно, момент затяжки. Всегда сверяйтесь с документацией.
| Размер винта | Класс прочности 8.8 | Момент затяжки, Н·м (без смазки) | Момент затяжки, Н·м (со смазкой, µ=0.12) |
| M3 | 8.8 | 1.2 | 0.9 |
| M4 | 8.8 | 2.9 | 2.2 |
| M5 | 8.8 | 5.7 | 4.3 |
| M6 | 8.8 | 9.8 | 7.5 |
| M8 | 8.8 | 24 | 18 |
| M10 | 8.8 | 47 | 36 |
| M12 | 8.8 | 81 | 62 |
"Перетяжка винта опаснее, чем недотяжка. Локальная деформация рельса в несколько микрон может привести к 'биению' каретки и браку на всей партии изделий. Один сорванный винт — это микро-инфаркт для станины и гарантированные проблемы в будущем."
Установка линейных систем с оптическими и магнитными шкалами
Здесь мы вступаем на территорию, где чистота и аккуратность возведены в абсолют.
Монтаж MONORAIL с системой AMS (магнито-резистивная)
Позиционирование каретки над стыками рельсов и правила затяжки
При монтаже многосоставных рельсов с системой AMS крайне важно правильно спозиционировать считывающую головку каретки относительно магнитного полюса шкалы. Калибровка считывающей головки после монтажа — обязательная процедура по мануалу производителя.
Подключение и калибровка считывающей головки
Подключение разъемов, проверка питания, калибровка сигнала — все это требует внимания и аккуратности. Любое неверное движение — и дорогостоящая измерительная система превращается в обычную каретку.
Монтаж MINISCALE PLUS (оптическая система)
Главное правило: абсолютная чистота оптической шкалы
Оптическая измерительная система MINISCALE PLUS еще более требовательна. Отпечаток пальца на оптической шкале — это не просто грязь, это неисправность. Работать только в чистых перчатках, шкалу защищать от пыли и СОЖ на всех этапах.
Использование защитной шины при демонтаже и обслуживании
При любом демонтаже каретки обязательно используйте штатную защитную шину. Она сохраняет положение роликов/шариков и защищает уплотнения. Потеряли шину — считайте, усложнили себе жизнь вдвое.
Примеры и кейсы: Как достигалась микронная точность (Уникальный блок)
В нашем бизнесе слова без дел ничего не стоят. Поскольку мы только начинаем наш путь как «Промснабрф», конкретных оформленных кейсов у нас пока нет. Но мой 20-летний опыт позволяет смоделировать типовые задачи, с которыми мы будем помогать нашим клиентам. Наша миссия — деньги, а значит — решение проблем, которые мешают их зарабатывать.
Кейс 1 (проектный): Калибровка портала 3-х метрового станка лазерной резки
Представьте задачу: клиент жалуется на потерю перпендикулярности реза на большом портальном станке. Деталь в начале листа режется идеально, в конце — уходит в брак. Это классический случай нарушения геометрии портала. Наше решение будет включать проверку и калибровку с помощью лазерного трекера, выравнивание обеих направляющих для достижения параллельности в пределах 5-10 микрон на всей длине. Результат для клиента: 100% выход годных изделий по всей площади обработки, снижение брака до нуля. Это и есть деньги.
Кейс 2 (проектный): Монтаж направляющих в высокоскоростном медицинском сканере
Задача: Обеспечить абсолютно плавное и бесшумное движение в медицинском сканере. Любые вибрации или скачки — это артефакты на снимках и неверный диагноз. Здесь мы бы сосредоточились на использовании роликовых кареток RNG с максимальным преднатягом для высочайшей жесткости. Стоит отметить, что если бюджет или специфика проекта диктует поиск массивных немецких аналогов для сверхутяжеленных порталов, инженеры часто применяют роликовые системы INA RWU, которые также выдерживают экстремальные опрокидывающие моменты, но требуют такого же ювелирного подхода к калибровке базового торца. Результат при правильном монтаже: полное соответствие высочайшим стандартам надежности.
ТОП-3 критических ошибок при затяжке крепежных винтов
Я видел их все. И цена каждой ошибки — это не только испорченная деталь, но и потерянное время, то есть деньги.
Ошибка №1: Недостаточная очистка поверхностей — невидимый враг
Цена ошибки: Стружка или песчинка под рельсом создают локальную деформацию в 3-5 микрон. На длине в 1 метр это выливается в отклонение инструмента в сотни раз больше. Для станка стоимостью в несколько миллионов это означает работу "вхолостую".
Ошибка №2: Неправильный момент затяжки — "на глаз" не работает
Цена ошибки: Перетяжка винта М6 всего на 5 Н·м сверх нормы деформирует рельс на 2-4 микрона. Недотяжка приводит к смещению рельса под рабочей нагрузкой, что срывает всю калибровку. Итог один: потеря точности и неизбежный брак. Динамометрический ключ стоит дешевле, чем одна испорченная заготовка из дорогостоящего материала.
Ошибка №3: Игнорирование температурного расширения
Цена ошибки: Монтаж системы при +15°C и эксплуатация при +35°C без учета КЛТР (коэффициент линейного температурного расширения) приводит к возникновению внутренних напряжений до 200 МПа. Это равносильно тому, что вы сами создаете деформацию, эквивалентную нескольким тоннам нагрузки. Система будет "зажата" и износится в разы быстрее.
Часто задаваемые вопросы
Как выбрать правильный момент затяжки, если моего винта нет в таблице?
Обратитесь к официальной документации Schneeberger или каталогу производителя крепежа (DIN/ISO). Не гадайте. Если сомневаетесь — спросите у нас. Консультация бесплатна, а цена ошибки высока.
Обязательно ли использовать оригинальную монтажную оснастку Schneeberger?
Если ваша цель — гарантированный результат, а не увлекательный квест "почини то, что сам сломал", то да, обязательно. Оснастка спроектирована так, чтобы исключить повреждение каретки. Экономия на этом — лотерея, в которой выигрывает только производитель запчастей.
Что делать, если после монтажа точность позиционирования ниже заявленной?
Проводить аудит монтажа в обратном порядке. Проверить моменты затяжки, перепроверить параллельность индикатором, проверить чистоту. В 99% случаев проблема кроется в одном из шагов, описанных выше.
Как часто нужно проводить поверку калибровки направляющих?
Это зависит от интенсивности эксплуатации и условий в цеху. Для высокоточного оборудования в 3 смены — раз в 6-12 месяцев. Для станков, работающих от случая к случаю — раз в 2-3 года. Лучший индикатор — появление необъяснимого брака.
Влияет ли класс точности монтажа на срок службы системы смазки?
Напрямую. Чем выше точность монтажа и меньше внутренние напряжения, тем равномернее распределяется нагрузка на телах качения и тем эффективнее работает смазочный материал. Правильный монтаж — это еще и экономия на смазке и увеличение межсервисных интервалов. А это, опять же, чистая экономия.
Если у вас остались вопросы или вам нужна не просто деталь, а готовое решение, которое принесет прибыль, — вы знаете, к кому обращаться. «Промснабрф» — это про выгодные цены, четкие сроки и ответственность за результат.